导读:
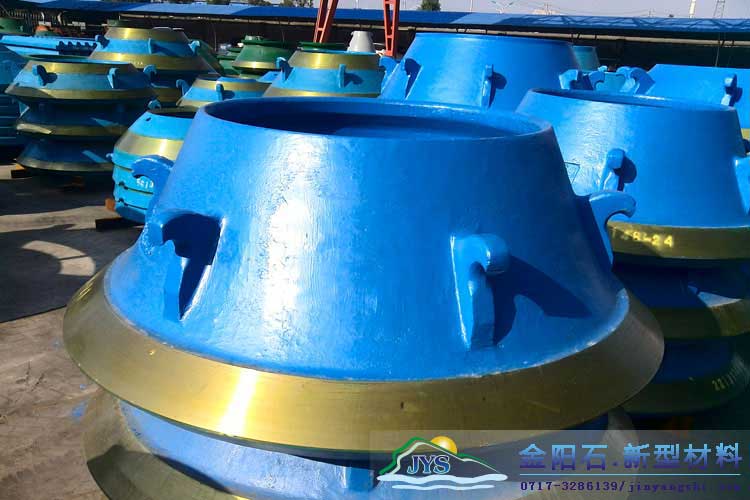
破碎机复合锤头具有良好的耐磨性和优异的抗断裂能力,近年来获得广泛应用的金阳石复合锤头的主要复合方式有如下一些:
破碎机复合锤头具有良好的耐磨性和优异的抗断裂能力,近年来获得广泛应用的金阳石复合锤头的主要复合方式有如下一些:
(1)大、中型复合锤头
锤柄为35、45铸钢,结合部位镂空并做成适当的锥度及反燕尾型,以保证结合强度。锤柄采用消失模铸造,表面光滑复合性能好。锤头端部为Cr15或Cr18高铬白口铸铁。锤柄起内冷铁作用,有效的降低高铬白口铸铁的用量,提高出品率,降低成本。
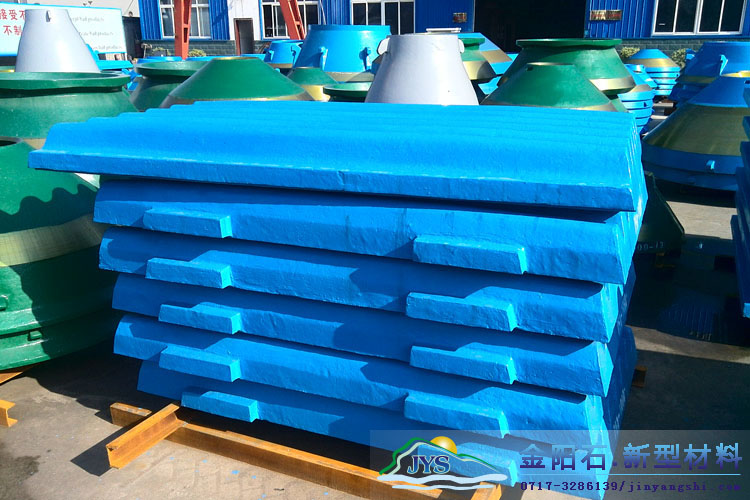
(2)小型复合锤头
锤柄采用25、35钢板加工,锤头端部为Cr15或Cr18高铬白口铸铁复合锤头浇注具体特点如下:
一)采用倾斜浇注工艺,并在锤端放置压冒口,这样铁液在充型过程中首选接触锤柄倍包覆起来,然后逐渐充满锤端整个型腔,最后充入压侧冒口。倾斜浇注主要是为了保证充型的平稳并便于渣气的排除,并对锤头端部进行一定的补缩,特别是由于压侧冒口的设置,增加了铁液冲刷锤柄的时间,可有效地增加锤头和锤柄之间的冶金结合,并可有效的防止气孔、砂眼、裂纹的发生。
二)在锤柄被包覆部位,预制一长圆形孔,这样当铁液充入铸型时,同时充入该空内,端部铁液冷却后该圆孔内的金属就充当一机械连接销,可有效防止锤头工作过程中端部和锤柄之间出现松动和脱落。
三)镶铸硬质合金块复合锤头 锤头端部为镶铸硬质合金块。硬质合金成分为:w(C)=8.8%~9.4%、w(Mo)=0.8%~1.8%、w(Mn)=8.0%~10.0%、w(Ni)=0.8%~1.8%、w(Ti)=32%~48%。锤柄为高锰钢,复合层接近冶金结合,效果良好。
四)螺栓联接复合锤头 锤柄为合金铸钢,锤头端部为Cr15或Cr18高铬白口铸铁,两者用螺栓联接。
五)双液冶金结合复合锤头 结合面选择最大截面处,先浇钢液,可提高结合层质量,其铸造工艺。
双液铸造复合锤头基本要求是在不使其混合的情况下,是两种金属融为一体,并要有尽可能大的结合面积。因此,应采取一些措施:
1)结合面取在最大截面A处。
2)底部设置U形冷铁,以保证铸钢由下而上的凝固顺序。
3)设溢流口B,确保结合面的位置不变。
4)为防止在浇注高铬白口铸铁时,铸钢被冲混,高铬铸铁浇口设在C、D处,以求水头平稳。





 官方微信
官方微信